リチウムバッテリースラリー処理用のセラミック分散ディスク:性能と利点
セラミック分散円盤リチウム電池電極スラリーの高せん断混合および均質化のために設計された高性能攪拌部品です。 高度な工学セラミックスから製造されたものイットリア安定化ジルコニア高純度アルミナは、これらの回転円盤が強力なせん断場を発生させ、凝集体を分解し、導電性添加剤を均一に分散させ、均一な粒子を実現します 一貫した電極コーティング品質のために必須の分布です。 急速に拡大する中でリチウム電池製造産業スラリーの濃度がセル容量、サイクル寿命、安全性を直接決定する中で、セラミック分散ディスクは従来のステンレスに代わる重要な技術となっています 鋼材やポリマーコーティングの代替品も検討しています。
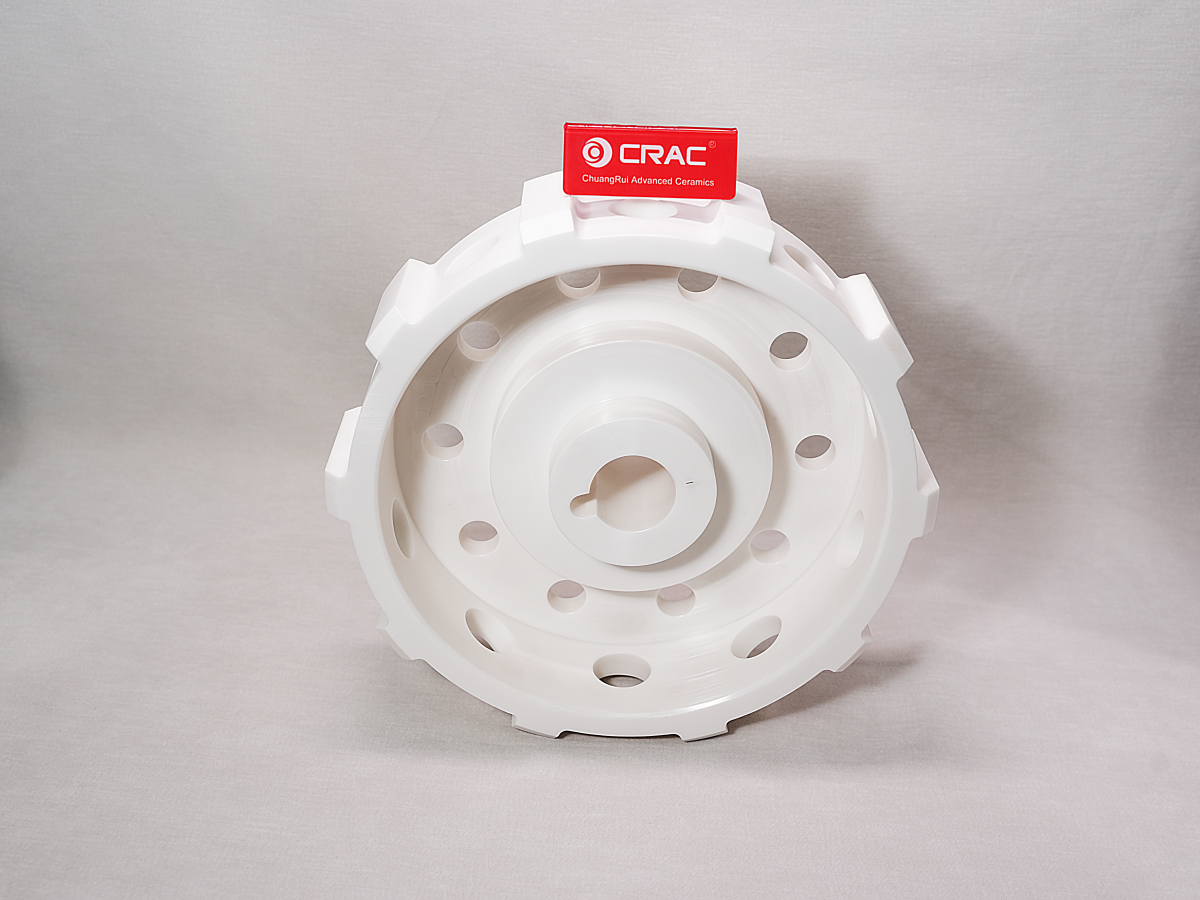
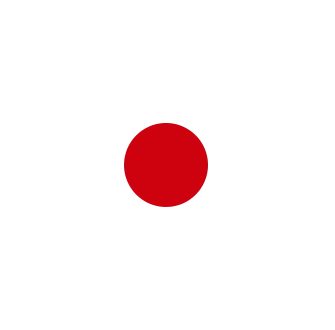
図1:リチウム電池電極準備における高せん断スラリー混合用に設計された、放射状の歯形を持つ精密設計セラミック分散ディスク。 白色ジルコニアまたはアルミナセラミック構造は、優れた耐摩耗性、化学的不活性性、そして金属イオン浸出ゼロを提供しており、これは維持に不可欠な要件です 陰極(NMC、LFP、LCO)およびアノード(グラファイト、シリコンカーボン)スラリー処理における電気化学的純度。
セラミック分散円盤とは何ですか?
セラミック分散ディスクは、中央のシャフトボアからなる回転攪拌器部品で、外周に歯状またはギザギザ状の外周を持ち、高いせん断力を 混合中の液体-固体懸濁液。 主にバルクフローを生み出す従来のインペラーとは異なり、分散円盤は粒子が局所的に強い乱流やキャビテーションのゾーンを作り出すよう特別に設計されています 凝集体は機械的に分解されます。 円盤は通常10メートルから25メートル毎秒の高速で回転し、ファンデルワールス力や細かい結合する毛細管橋を克服するのに十分なせん断応力を生み出します 粒子を一緒に。
リチウムバッテリー製造の文脈では、これらのディスクは高速分散装置や惑星ミキサーの軸に取り付けられ、遅いアンカーやバタフライと連携して動作します 扇動者たち。 低速攪拌器はバルク循環と沈殿防止を担いますが、セラミック分散円盤は活性化の脱集に必要な重要な高せん断エネルギーを提供します リチウムニッケルマンガンコバルト酸化物(NMC)、リン酸鉄リチウム(LFP)、リチウムコバルト酸化物(LCO)などの材料であり、カーボンブラックやカーボンナノチューブ(CNT)を均一に分散させる材料です スラリーマトリックス全体に導電性添加剤が使われています。 円盤素材としてセラミックを選んだのは決して偶然ではありません。 これはバッテリースラリー加工における最も根強い課題である金属汚染に直接対処しています。
従来のステンレス鋼分散ディスクは広く使われているものの、研磨性セラミック系カソード粉末の処理時に徐々に摩耗しやすい性質があります。 時間の経過とともに、微小な鉄、クロム、ニッケル粒子がディスク表面から侵食され、スラリーに同列されます。 これらの金属汚染物質は電気化学的毒物であり、完成したセル内で望ましくない副反応を触媒し、金属イオン溶解容量の低下を加速させ、重症の場合は樹状突起の成長による内部ショートを引き起こすこともあります。 セラミック分散ディスクはこの汚染経路を完全に排除し、各グラムの電気化学的完全性を保つ本質的にクリーンな混合界面を提供します 活性物質の処理。
リチウム電池スラリーの調製における分散の重要な役割
セラミック分散ディスクが変革的な効果をもたらす理由を十分に理解するには、まずバッテリー電極製造チェーンにおける分散の役割を理解する必要があります。 電極スラリーは単なる粉末と溶剤の混合物ではありません。 これは複雑なコロイド系であり、その微細構造が最終バッテリーセルの品質と性能に直接影響します。
バッテリースラリーにおける3つの分散レベル
1. 活性物質の脱凝集
NMCやLFPのようなカソード粉末は、ファンデルワールス力で緩やかに結合したナノスケールの一次結晶からなるマイクロンスケールの二次粒子として到達します。 十分なせん断がなければ、これらの凝集物はスラリー中に残留し、ストリークやピンホール、電流集電器の厚さの不均一性などのコーティング欠陥を生み出します。 分散円盤は、結晶粒自体を破砕せずにこれらの凝集体を構成主粒子に分解できるほどのせん断を発生させなければなりません。
2. 導電性付加ネットワーク形成
カーボンブラック、アセチレンブラック、カーボンナノチューブは、乾燥電極全体に連続浸透ネットワークを形成するために、一次粒子または線維レベルまで分散しなければなりません。 不完全な分散はデッドゾーン、すなわち活性物質の電気的に絶縁された領域を生み出し、容量がゼロになります。 セラミック分散ディスクの高いせん断作用により、混合サイクル中の導電性の加算再凝集を防ぎます。
3. バインダーの分布とゲル化
PVDF(ポリビニリデンフッ化物)結合剤は分子的に溶解し、均一に分布していなければ、活性物質粒子と集電器間に一貫した接着力を保つ必要があります。 分散不足による局所的な結合剤豊富または結合不良領域は、電極剥離、内部抵抗の増加、機械的完全性の損なわれを引き起こします。 カレンダーとセルワインディング。
分散不良の結果:これら3つの分散レベルのいずれかが不足すると、下流の影響は細胞製造チェーン全体に連鎖的に広がります。 コーティングの欠陥は生産収量を低下させます。 電極抵抗の変化はサイクル中にホットスポットを生み出します。 また、不均一な孔隙率は電解質の濡れや急速充電時のリチウムメッキの不均一さを引き起こします。 セラミック分散ディスクは、精密に設計された歯の形状と材料の安定性により、これらの変数を変換する再現可能なせん断環境を提供します。 制御されていないリスクが厳しく管理されたプロセスパラメータに影響します。
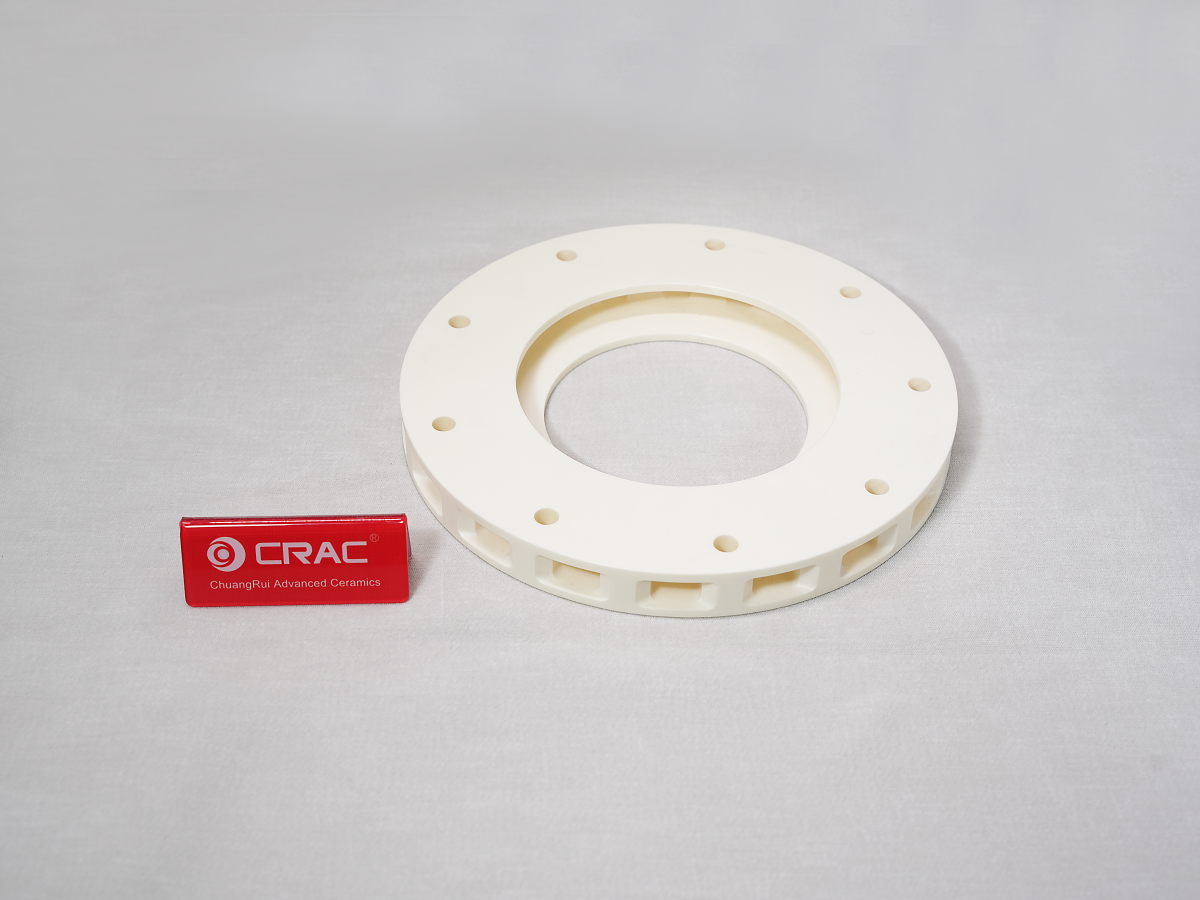
図2:セラミック分散円盤の技術的設計図で、せん断場生成に不可欠な精密な歯の形状を強調。 均等に配置された周辺歯は、円板が回転するにつれて高速帯と低速帯が交互に形成され、効率的な局所せん断勾配を生み出します 陰極活性物質粉末(NMC、LFP、LCO)および導電性炭素添加剤は溶媒結合剤マトリックス内に分散します。
材料の利点:なぜセラミックが金属やポリマーよりも優れているのか
ディスク材料の選択は、スラリー品質、プロセス経済性、セル性能に最も影響を与える設計決定の一つと言えるでしょう。 バッテリースラリー混合の分散ディスクには3つの材料群が用いられてきました:金属(主にステンレス鋼304および316L)、エンジニアリングポリマー(PTFE、PEEK、PUコーティング)、および高度陶器(ジルコニア、アルミナ、窒化ケイ素)。 それぞれが耐摩耗性、汚染リスク、コストの異なる特徴を持っています。
1. ジルコニア(Y-TZP)分散円盤
イットリア安定化四角ジルコニア多結晶(Y-TZP)は、最も要求の高いリチウムバッテリースラリー用途に最適な選択肢です。 ビッカース硬度が上回る1,200 HVおよび破壊靭性6-10 MPa·m¹&sol2;Y-TZP分散ディスクは、数千時間に及ぶ研磨性陰極材料の処理後でも、ほぼ測定可能な摩耗がほとんどありません。 Y-TZPに内在する変形強化機構により、金属ディスクを劣化させるマイクロチップやエッジの丸みに対して独特の耐性があります。 金属汚染の痕跡が一切認められないNMCおよび高ニッケルカソードスラリーラインで広く使用されています。
2. アルミナ(Al&sub2;O&sub3;)分散円盤
高純度アルミナ(通常99.5%のAl&sub2;O&sub3;以上)は、耐摩耗性、化学的安定性、コスト効率の優れたバランスを提供します。 硬さが周囲にある1,500〜1,650 HV酸性およびアルカリ性スラリー化学に対する優れた耐性を持つアルミナディスクは、LFPカソード処理、グラファイトアノード混合、汎用電極に適しています スラリーライン。 ジルコニアよりやや硬さは劣りますが、アルミナの高い硬度は硬い充填粒子による磨擦摩耗に対して優れた耐性を持ち、Si-Cの処理において好まれる選択肢です 複合陽極スラリー。
3. 窒化シリコン(Si&sub3;N&sub4;)分散ディスク
窒化シリコンはアルミナの高い硬度(約1,500 HV)とジルコニアに近い破砕靭性を組み合わせ、独特の耐損傷セラミックを生み出します。 その低い熱膨張係数と卓越した耐熱衝撃性により、Si&sub3;N&sub4;ディスクは急速な温度サイクルが必要なプロセスや、 ディスクとスラリー界面での局所的な摩擦加熱は懸念事項です。 また、窒化シリコンの自己潤滑特性は高速分散時の消費電力を削減します。

図3:セラミック分散円盤の交互の視点で、軸取り付けボアおよび円盤全体のプロファイルを示しています。 中央ハブは精密研磨されており、分散器回転数1,500〜5,000 RPMでの同心率と振動のない動作を確保しています。 金属成分が不要であるため、カルボキシメチルセルロース(CMC)およびスチレン・ブタジエンゴムを含む水性アノードスラリーの処理におけるガルバニ腐食リスクが排除されます。 SBR)バインダー。
セラミック分散ディスクの主な性能上の利点
1. ゼロ金属汚染
セラミック分散ディスクの最も大きな利点は、スラリー流から金属の摩耗粉を完全に除去することです。 ステンレス鋼ディスクが鉄、クロム、ニッケルの微粒子を時間とともに除去するのに対し、セラミックディスクは使用期間を通じて化学的に不活性かつ機械的に安定しています。 これは特に高エネルギー密度のセルで、溶解した遷移金属の10億分の1レベルでも電解質の分解が加速し、容量が低下するため重要です。 独立した研究により、セラミックスラリーで製造された細胞が以下の特性を示すことが示されていますサイクル寿命は15〜25%延長します鋼製分散ディスクで処理されたものと比べて。
2. 延長された勤続期間
セラミック分散ディスクは、ステンレス鋼の同等品に比べて摩耗率が1〜2桁低いです。 ジルコニアディスク処理NMCカソードスラリーは、8,000〜12,000時間同じ用途で316Lのステンレス鋼製ディスクでは500〜1,500時間かかる歯の形状劣化が測定可能なものでした。 この延長されたサービス間隔は生産停止時間を短縮し、頻繁なディスク交換コストを削減し、バッチごとに一貫したせん断条件を確保することに重要な役割を果たします。 生産キャンペーン中のスラリー特性の漂流を最小限に抑える。
3. 一貫したせん断プロファイル
金属分散ディスクは研磨摩耗により歯の形状が徐々に失われ、ディスクのサービス期間中にスラリーに供給されるせん断強度が低下します。 この摩耗駆動のせん断ドリフトは、スラリーの粘度、粒子サイズ分布、そして最終的には電極品質のバッチごとの変動として現れます。 セラミックディスクは、製造時の歯の形状を維持することで、安定せん断プロファイル最初のバッチから最後のバッチまで、プロセス能力指数(Cpk)を直接的に改善し、規格外の電極コーティングの頻度を減らしました。
4. 化学的適合性
バッテリースラリーの化学反応は幅広く、PVDF結合剤を用いたNMP(N-メチル-2-ピロリドン)系カソードスラリー、CMCおよびSBRを用いた水性アノードスラリー、そして新興溶媒系 水性陰極処理も含まれます。 セラミックディスクは、溶剤攻撃、pHによる腐食、金属ディスクとポリマーディスクの両方に影響を与える酸化劣化機構に対して免疫があります。 この普遍的な化学的適合性により、同じディスク設計を複数のスラリー配合で認証することが可能です。
5. 清掃と交差汚染の減少
研磨および研磨セラミックディスクの非多孔質で低表面エネルギーの仕上げは、スラリーの付着に抵抗し、製品交換間の洗浄を簡素化します。 NMCからLFPカソード化学、またはNMC製剤から別の配合に切り替える際、セラミックディスクの迅速かつ完全な洗浄性により、フラッシュ溶媒の消費が減少し、時間が短縮されます チェンジオーバー時間、複数製品製造施設における全体的な設備効率(OEE)の向上。
6. 最適化された流体力学によるエネルギー効率
セラミックディスクの精密に製造された歯の形状は、寿命を通じて幾何学的に安定し、最適な流体力学的効率を維持します。 よく設計されたセラミックディスクは、消費電力を10〜20%低減劣化した歯の縁に同等のせん断を与えるのに苦労する摩耗金属の円板よりも。 典型的なギガファクトリー混合ラインで数千時間の稼働時間を通じて、このエネルギー差は大幅なコスト削減とカーボンフットプリントの削減につながります。
設計特徴と工学的考慮事項
セラミック分散円板の性能は、その幾何学的設計の精度と最適化によって定義されます。 材料の選択が性能の上限を決めますが、その材料のポテンシャルがスラリーの分散品質にどれだけ効果的に変換されるかはディスクの形状です。
1. 歯の形状とパターン
末梢の歯の設計はせん断強度と流れパターンを決定します。 一般的な構成には、ソートゥース(高せん断、中程度のポンプ)、スクエアトゥース(せん断と流量のバランス)、ラジアルスロット(最大ポンプ、中程度のせん断)があります。 高度な設計では複合歯角を用いて放射せん断に軸方向の循環を作り出し、高い局所エネルギー散逸率を維持しつつバルク均質性を向上させます。 歯の高さとピッチの比率は、椎間板周辺部における層流から乱流への遷移に影響を与える重要なパラメータです。
2. ディスク直径とチップ速度
バッテリースラリー用途のディスク直径は通常以下の通りです。80mmから350mmまで. 周辺端の速度はせん断強度の主な決定要因であり、通常は10〜25 m/sの間で維持されます。 より大きなディスクが低回転で動作すると、同等の先端速度を提供でき、シャフト支え負荷を減らし、騒音レベルも低くなります。 直径対タンク直径比(D/T)は0.3から0.5が貫通軸分散装置の標準です。
3. シャフトボアと取り付けの精度
中央軸径は同心率の許容差をより良く維持しなければなりません0.02mm振動、不均一な歯荷重、加速したベアリング摩耗を引き起こす偏心回転を防ぐためです。 キーウェイやスプラインプロファイルは、トルク荷重を均等に分散させるために金属補強インサートを用いてセラミックハブに精密研磨されます。 3,000RPM以上の動作には、G2.5以上のダイナミックバランス(ISO 1940に基づく)が不可欠です。
4. 表面仕上げの要件
セラミックディスクの表面はRaまで研磨・研磨されます0.4-0.8 μm. この表面仕上げのレベルには三つの目的があります。混合時のスラリーの付着を最小限に抑え、バッチ間の洗浄を簡素化し、表面の微細な亀裂が広がる可能性を排除します 循環機械的荷重の下で。 ナノスケールの活性材料(100nm未満の一次粒子)を扱う用途では、サブミクロン研磨仕上げが表面のアスペリティにおける粒子の捕捉を軽減します。
5. エッジ半径制御
歯の端の半径は重要な品質パラメータです。 より鋭いエッジ(R < 0.1 mm) generate higher local shear rates but are more susceptible to chipping. Slightly radiused edges (R = 0.2-0.3 mm) balance shear generation with mechanical robustness. The consistency of edge radius around the entire disc circumference is a key quality discriminator between precision-manufactured ceramic discs and commodity alternatives.
6. 熱管理機能
高せん断分散時の粘性エネルギーの散逸はスラリー温度を上昇させ、結合剤の溶解度に影響を与え、溶媒の蒸発を加速させます。 高度なセラミックディスク設計には、内部冷却チャネルや熱バリア機能が組み込まれ、熱蓄積の管理を助けることがあります。 セラミックの固有的な熱安定性(ジルコニアは400°Cの連続運転に耐えながら劣化しません)により、熱軟化やクリープ変形の懸念を排除します。

図4:CRACが製造した精密セラミック射出成形(CIM)部品。同社が精密な寸法を持つ複雑な形状のセラミック部品を製造する能力を示しています 許容範囲。 同じCIM技術により、固体セラミックから加工するには非常に高価な複雑な歯形を持つセラミック分散ディスクのコスト効率の高い大量生産が可能となります 空っぽ。
高品質セラミック分散ディスクの製造工程
リチウム電池スラリー処理におけるセラミック分散ディスクの性能は、製造の品質と切り離せません。 寸法的に精密で構造的に健全なセラミックディスクの製造には、厳密に制御された一連の工程が必要であり、それぞれが最終的な機械部品に寄与しています 性質と幾何学的精度。
セラミック射出成形(CIM):複雑なディスク形状の実現
セラミック射出成形(CIM)は、高性能に不可欠な複雑な末梢歯形状を持つセラミック分散ディスクを製造する際に推奨される製造方法です。 CIMプロセスは、セラミック粉末(ジルコニアまたはアルミナ)を熱可塑性結合剤システムと混合し、成形可能な原料を作ることから始まります。 この原料は高精度に設計された金型キャビティに高圧で注入され、最も複雑な歯の形状さえも忠実に再現します。 得られた緑色部品は2段階の熱処理を受けます。脱結合は制御された熱分解または溶媒抽出によって除去され、その後に有機結合剤を除去します 1,450〜1,600°Cでの高温焼結によって、セラミック粒子が理論上の密度に近い密度を得るために密になっています。
CIMが従来のセラミック加工(ドライプレスやスリップキャスティングなど)に比べて最大の利点は、複雑な三次元でほぼネット形状の部品を製造できることです 特徴。 焼結後に大規模かつ高価なダイヤモンド研削が必要な歯型面は、最終寸法の0.5〜1.0%以内に成形でき、シャフトボアの仕上げ研削のみで取り付け可能です 面や歯の縁は焼結後処理が必要でした。 この製造効率により、CIM製セラミックディスクは、交換頻度を含む総ライフサイクルコストにおいて、機械加工金属の代替品と経済的に競争力を持つことになりました。 スラリー汚染による収量損失も考慮されます。

図5:CRACの先進製造施設にあるセラミック射出成形(CIM)生産工房。 最先端の射出成形機は、精密な歯の形状を持つセラミック分散ディスクグリーンボディを製造し、生産ロットを通じて一貫した品質を実現します。 管理されたクリーンルーム環境により、成形段階での微粒子汚染が最小限に抑えられます。
焼結後処理および品質管理
焼結後、各セラミック分散円盤は重要な表面の仕上げ研削を受け、必要な寸法公差を達成します。 ダイヤモンド研削ホイールは、シャフトボアの表面粗さを徐々に0.01mmの直径許容差以内に、歯の側面も指定された刃半径まで低減します。 研磨後、各ディスクは以下について個別に検査されます:
- 次元検証座標計測機(CMM)を用いて、すべての重要な寸法が仕様内であることを確認します
- 動的均衡最大定格運転速度でG2.5グレード以上の精密バランスマシンに搭載されています
- 表面欠陥検出染料浸透検査を用いて、加工中に発生した微細な亀裂や表面欠陥を特定する
- 密度測定アルキメデス法を用いて理論密度の99.5%以上が達成されたことを確認しました
- 硬度試験機械的特性が指定されたグレード要件を満たしていることを検証するためです

図6:CRACセラミック製造工場の高温焼結炉。 セラミック分散ディスクグリーンボディは、完全な高密度化を達成するために、正確に制御された温度(1,450〜1,600°C)で焼結されます。 焼結プロファイルの加熱速度、ピーク温度、保持時間、冷却速度は、各セラミックグレードごとに最適化され、密度、強度、寸法の一貫性を最大化します。 生産バッチ。
セラミック、金属、ポリマー分散ディスク:比較分析
| 財産 |
ジルコニアセラミック |
アルミナセラミック |
ステンレススチール 316L |
PTFEコーティング |
| 硬度(HV) |
1,200-1,300 |
1,500-1,650 |
150-200 |
5-10 |
| 金属イオン浸出 |
全くありません |
全くありません |
Fe、Cr、Ni |
フッ化物イオン |
| サービスライフ(NMCスラリー) |
8,000〜12,000時間 |
5,000〜8,000時間 |
500〜1,500時間 |
200〜500時間 |
| 化学耐性 |
優秀(NMP、H&sub2;O) |
優秀(NMP、H&sub2;O) |
良好(ピットリスク) |
フェア(NMPの腫れ) |
| 温度制限 |
400°C+ |
1,000°C+ |
300°C |
260°C |
| 破壊靭性 |
6-10 MPa·m¹&sol2; |
3-4 MPa·m¹およびソル2; |
50〜100 MPa·m¹およびソル2; |
N/A(延性) |
| せん断断面安定性 |
素晴らしい |
素晴らしい |
摩耗による劣化 |
急速に劣化します |
| 相対単位コスト |
$$$ |
$$ |
$ |
$ |
| ライフサイクルコスト(3年) |
$(最低値) |
$(低音) |
$$(最高) |
$$(高く) |
表1:リチウムバッテリースラリー処理用の分散ディスク材料の包括的比較。 セラミックディスクは単価が高いものの、劇的に長い耐用年数と汚染による収縮損失の排除により、総コストを考えれば最も経済的な選択肢となります。 所有権は通常、3年間の生産期間で評価されます。
リチウムバッテリー製造チェーン全体での応用
NMC/NCAカソードスラリー
高ニッケルNMC(622, 811)およびNCAカソード粉末は、その高い硬度と不規則な粒子形態のため、最も研磨性の高い活性材料の一つです。 ジルコニアセラミック分散ディスクはこれらの用途で標準的な選択肢であり、微量鉄や クロムは容量劣化を劇的に加速させます。 セラミックディスクの安定したせん断プロファイルは、要求の高い固体負荷ターゲットを持つNMCスラリーの処理時に特に重要です。65-72 wt%.
LFPカソードスラリー
リン酸鉄リチウム(LFP)カソード処理は異なる課題を抱えています。LFPのナノスケールの一次粒子(50〜200 nm)は脱凝集に強いせん断を必要とし、 材料の電子伝導率が低いため、非常に均一な導電性カーボンコーティングが求められます。 アルミナセラミックディスクは、十分な硬度と水性加工に必要な化学的不活性性を組み合わせた、LFPスラリーラインにおいて最適なコストパフォーマンスバランスを提供します。 SBRバインダーシステム。
グラファイト陽極スラリー
天然および合成グラファイトアノードスラリーは通常水性で、中程度の固体負荷(45〜55 wt%)で処理されます。 グラファイト自体はカソード材料よりも研磨性が低いが、導電性のカーボンブラック添加剤の存在には効果的な高せん断分散が必要である。 セラミックディスクは、SEI形成サイクル中に陽極-電解質界面で電解質分解を触媒する鉄汚染の徐々の蓄積を防ぎます。
シリコン・カーボン複合陽極
高容量Si-C複合陽極は最も分散の難題です。 シリコンナノ粒子(30〜100 nm)は非常に大きな比表面積のため凝集傾向が非常に強く、炭素マトリックスはナノスケールで密接に混合されなければなりません。 リチウム化時にシリコンの300%の体積膨張を緩衝します。 アルミナまたはシリコン窒化物ディスクは、チップ速度の上限で動作し、この用途に必要な強いせん断場を提供します。
導電性スラリー前分散
多くのバッテリーメーカーは、活性物質と混合する前に、導電性炭素添加剤(Super P、Ketjenblack、CNTs)を濃縮マスターバッチとしてあらかじめ分散させます。 この前分散段階では、炭素凝集体を一次構造に分解するために非常に高いせん断が必要です。 セラミック分散ディスクの高速切削動作は、電極の電子伝導率と速度を直接決定する炭素分散特性を達成します 能力。
固体電解質スラリー
新興の固体電池技術では、セラミック電解質粉末(LLZO、LATP、LPS)をポリマーまたは液相前駆体に分散する必要があります。 セラミック分散ディスクとこれらの反応性硫化物および酸化物電解質材料との化学的適合性は不可欠であり、微量の金属汚染でもイオン性を汚染する可能性があります 導電性。 ジルコニアディスクは主に固体電解質処理用に指定されています。

図7:産業用分散装置統合のための取り付け構成を示すセラミック分散ディスク。 精密研磨されたシャフトボアとキーウェイは、分散装置ドライブシャフトに確実かつ同心円状の取り付けを確保し、均一なせん断分布に必要な狭いクリアランスを維持します。 この設計は、リチウム電池電極製造ラインで一般的に使用される標準的な高速分散装置、惑星ミキサー、ツインシャフトミキサー構成と互換性があります。
最適な分散性能のための運用パラメータ
セラミック分散ディスクの性能を最大限に発揮するには、動作パラメータに細心の注意を払う必要があります。 以下のガイドラインはリチウムバッテリースラリー処理における業界のベストプラクティスを示しています。
| パラメータ |
推奨射程 |
分散品質への影響 |
| 周辺端速度 |
10-25 m/s |
せん断強度の主な決定要因。 高速は脱集を促進しますが、消費電力とスラリー加熱を増加させます。 |
| 分散時間 |
30〜120分 |
すべての火薬が高せん断帯を複数回通過できる十分な時間が必要です。 過剰分散は活性物質結晶を損傷することがあります。 |
| 固体荷重 |
45-72 wt% |
固形物負荷が高いとスラリーの粘度やせん断応力伝達効率が向上しますが、モーター過負荷を防ぐために段階的に粉末を添加する必要がある場合があります。 |
| スラリー温度 |
20〜40°C |
溶媒の蒸発や早期結合剤ゲージ化を防ぐためには、ジャケット容器や外部冷却による温度制御が不可欠です。 |
| D/T比率 |
0.3-0.5 |
ディスク径とタンク径の比率は流れパターンに影響を与えます。 比率が小さいほど大量循環が有利です。 比率が大きいほど、高強度の局所せん断が有利になります。 |
| ディスク位置(オフボトム) |
0.5〜1.0×ディスク直径。 |
ディスクと容器底部の間の垂直クリアランスは沈殿固形物の懸浮や渦の形成に影響を与えます。 |
表2:リチウムバッテリースラリー処理におけるセラミック分散ディスクの推奨動作パラメータ。
選択ガイド:適切なセラミック分散ディスクの選び方
| 応用シナリオ |
推奨教材 |
歯のプロフィール |
キー選択の理由 |
| NMC/NCAカソード(ハイニッケル) |
Y-TZPジルコニア |
ノコギリ歯 |
最大の耐摩耗性と靭性; 高電圧セルの金属汚染ゼロ |
| LFPカソード(水性) |
アルミナ(99.5%+) |
四角歯 |
水性CMC/SBRシステムにおいてコスト効率が高く、優れた化学的安定性を保つ |
| グラファイトアノード(水性) |
アルミナ |
ラジアルスロット |
十分な硬度; 放射状スロットは低粘度スラリーのバルク循環を促進します |
| Si-C複合陽極 |
アルミナまたはSi&sub3;N&sub4; |
ノコギリ歯 |
ナノシリコンの脱集に必要な高いせん断; 発熱混合のための熱安定性 |
| 導電性加法前分散 |
ジルコニア |
ノコギリ(細かい音高) |
細かいピッチの歯は、カーボンブラック/CNT分散において1回転あたりのせん断イベントを最大化します |
| 固体電解質 |
Y-TZPジルコニア |
四角歯 |
硫化電解質に対する化学的不活性性; 金属溶解は禁止 |
| 多化学パイロットライン |
ジルコニア |
四角歯 |
普遍的な化学的適合性; 化学交換の合間に簡単に掃除できる |
表3:リチウム電池製造のための用途特化セラミック分散ディスク選択ガイド。
保守とサービス寿命の最適化
セラミック分散ディスクは寿命の延長を想定して設計されていますが、構造化されたメンテナンスプログラムにより、ディスクの運用寿命全体を通じて最適な性能を確保し、最大限の効果を発揮します 初期投資のリターン。
目視検査スケジュール
セラミック分散円板の目視検査を実施。500時間間隔または予定されたミキサーのメンテナンス期間中にも。 歯の端の欠け、表面のグレーディング、または目に見える亀裂の発生がないか確認してください。 エッジ損傷を早期に発見することで、ディスクの形状劣化がスラリー品質に影響を与える前に積極的に交換できます。 可能な限り、完全な分解せずに詳細な牙齒検査を行うためにボアスコープや拡大鏡を使用してください。
清掃プロトコル
スラリーのバッチ間、特に活性材料の化学成分を変更する際には、適切な溶媒でディスクを徹底的に洗浄します。カソードスラリーにはNMP、アノードには脱イオン水 スラリー。 金属の汚れをセラミック表面に取り込む可能性のあるワイヤーブラシや金属スクレーパーは避けてください。 超音波洗浄浴は、歯の隙間から機械的な摩耗リスクなく残留物を効果的に除去します。
交換トリガー
以下のいずれかの条件が確認された場合、セラミックディスクを交換してください:歯のエッジ半径が超過した場合0.5mm(半径計で測定)、任意の寸法で1mmを超える目に見える欠け、スラリー金属含有量の測定可能な増加(微細破壊の可能性を示す)、または一貫した上昇 スラリー粒子径D50の傾向はせん断効果の低下を示唆しています。 ディスクごとのこれらの指標を追跡することで、データ駆動型の交換スケジューリングが可能になります。
バランスと振動モニタリング
ディスク状態の間接的な指標として分散軸の振動レベルを監視します。 振動の傾向が強まる場合は、歯の摩耗の不均一、堆積した残留物によるバランスの崩れ、または接面の劣化を示す可能性があります。 予防策として、毎回ディスクアセンブリのバランスを取り直してください2,000時間ディスクを取り外してシャフトに再装着するタイミングで動作します。 分散装置メーカーが指定した限度内に振動レベルを維持してください。
よくある質問
Q: セラミック分散ディスクの最大動作速度はどのくらいですか?
最大安全運転速度はディスクの直径と材料等級によって異なります。 一般的な目安として、周辺端は速度が上がります。25 m/s適切にバランスの取れた高品質なジルコニアディスクで通常達成されています。 直径200mmのディスクの場合、これは約2,400RPMに相当します。 必ずメーカーに具体的な速度の定格を確認し、ディスパーサードライブシステムがディスクの定格最高速度に対応しているか確認してください。
Q: セラミック分散ディスクはNMP系および水系スラリーの両方に使用できますか?
はい。 ジルコニアセラミックとアルミナセラミックスは、バッテリースラリー処理で使用されるNMP、水、一般的な共溶媒と化学的に互換性があります。 しかし、溶媒系を切り替える際には、交差汚染を防ぐために徹底的な清掃が不可欠です。 NMPベースのカソードと水性アノードスラリーの両方を運用する施設では、水の持ち越しリスクを排除するために、各化学ごとに専用ディスクを設置することが推奨されます 湿気に敏感な陰極材料。
Q: セラミックディスクはスチールディスクと比べてスラリーの粘度にどのような影響を与えますか?
同じ形状で同じチップ速度で動作するセラミックディスクは、新しい鋼製ディスクに対してほぼ同じスラリー粘度を提供します。 時間の経過とともに、鋼製ディスクが摩耗し歯の形状が劣化すると、せん断強度が低下し、不完全な脱集によりスラリーの粘度が上昇傾向します。 セラミックディスクは安定した粘度出力を維持し、より長いサービス期間中、バッチごとに一貫したスラリーのレオロジーを提供します。
Q: セラミック分散ディスクは金属ディスクよりも壊れやすいのでしょうか?
セラミックは脆い材料であり、適切な取り扱いが必要です。 しかし、分散円盤に使用される工学グレードのジルコニア(Y-TZP)は、破壊靭性が6〜10 MPa·mです1/2通常の運転条件下でも驚くほど損傷に強い性能を持っています。 主な脆弱性は、設置や撤去中の工具による衝撃による損傷であり、運用中の積み込みによるものではありません。 セラミック部品の取り扱いに関する適切な訓練は、事故による損傷のリスクを基本的に排除します。
Q: スチールからセラミック分散ディスクへの切り替えの典型的な回収期間はどのくらいですか?
大量生産のNMCカソードスラリー生産において、ステンレス鋼からジルコニアセラミック分散ディスクへの変換のリターン期間は通常以下のようになります。6〜12ヶ月. この計算は、鋼製ディスク交換コストの削減(1枚のセラミックディスク1枚が全期間持続するのに対し、1枚の鋼製ディスク交換)を削減したこと、生産停止時間の短縮、 金属汚染電極バッチの除去による測定可能な収量向上。 細胞周期の延長の経済的価値を考慮すると、投資収益率はさらに魅力的になります。
Q: セラミックディスクは再生や再研ぎが可能ですか?
軽度のエッジ摩耗や欠けがあるセラミック分散ディスクは、歯の形状を復元するために再研磨されることもありますが、この工程には専門的なダイヤモンド研削装置が必要であり、そうしてはなりません 寸法公差を妥協する。 実際には、多くのバッテリーメーカーはスラリー品質の重要性から、セラミックディスクをリファービッシュではなく交換しています。 ジルコニアディスクの場合、長い使用期間(8,000+時間)により交換は比較的まれであり、経済的にはリフォームよりも交換が有利です。
Q: 既存のディスパーサーにはどのくらいのディスク径を選ぶべきですか?
ディスク径の選択は分散機モーターの出力、シャフト径、タンク寸法によって制約されます。 直径は混合容器内径に対して0.3〜0.5のD/T比を達成しつつ、必要な周辺端の速度(通常バッテリースラリーで15〜20 m/s)を達成できる必要があります 分散装置の速度範囲内に到達した。 分散装置やディスクメーカーに相談し、特に目標動作速度でのシャフトトルク容量と高密度セラミックディスクの互換性を確認してください( ジルコニアは鋼鉄の約50%の密度です。
バッテリースラリー処理のアップグレードは準備できていますか?
NMC、LFP、グラファイト、または次世代のシリコン・カーボン・アノードスラリーの処理であっても、CRACの精密設計セラミック分散ディスクは汚染のないものを提供します。 現代のリチウム電池製造が求める耐摩耗性混合性能。 当社のアプリケーションエンジニアが、お客様のスラリー配合や生産量に最適なディスク材料、トゥース構成、動作パラメータの選定をお手伝いします。